Pengenalan Mendetail tentang Cone Crusher Seri CH
1. Tinjauan dan Aplikasi Cone Crusher Seri CH
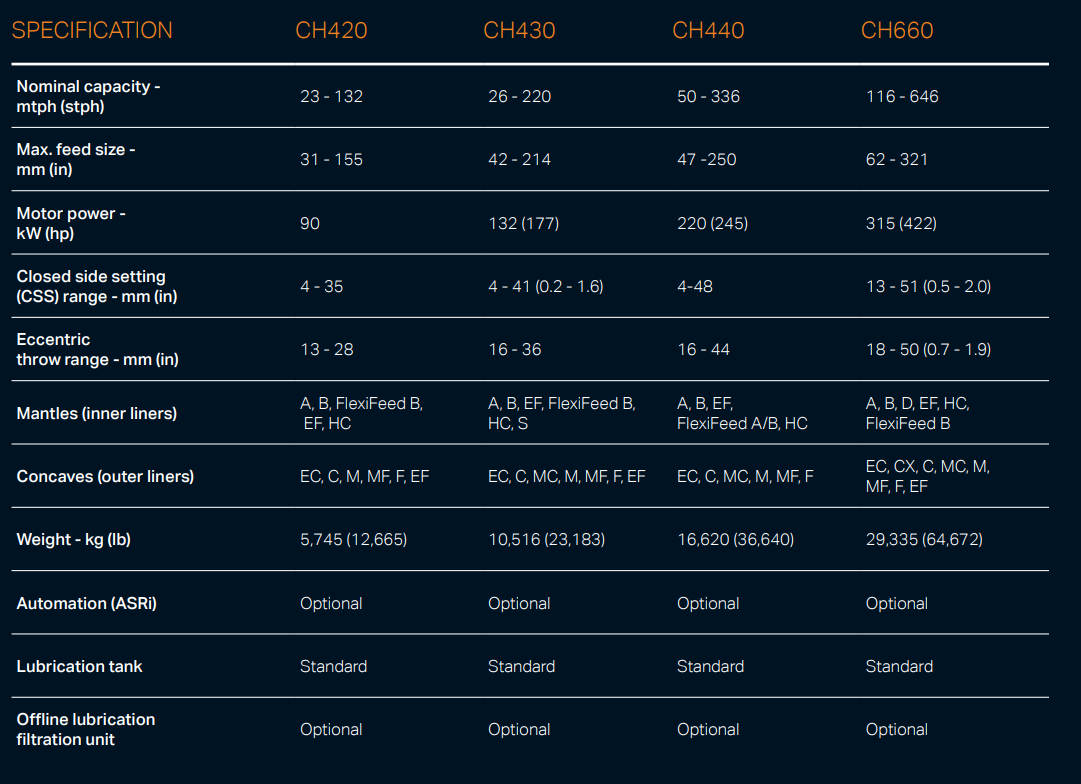
Penghancur kerucut seri CH adalah peralatan penghancur berkinerja tinggi dengan ukuran sedang hingga halus yang dikembangkan untuk material keras dan abrasif, banyak digunakan dalam industri pertambangan, produksi agregat, dan metalurgi. Peralatan ini mengintegrasikan teknologi canggih seperti desain rongga yang dioptimalkan, penyesuaian hidraulik, dan kontrol cerdas, menghasilkan efisiensi penghancuran yang tinggi (hingga 2000 t/jam), kubikitas produk yang sangat baik (≥85%), dan kemampuan adaptasi yang kuat terhadap material seperti granit, basal, dan bijih.
Prinsip kerjanya didasarkan pada penghancuran laminasi: motor menggerakkan selongsong poros eksentrik untuk berputar, menyebabkan kerucut yang bergerak berayun secara berkala. Material dikompresi, dibengkokkan, dan dibenturkan di antara kerucut yang bergerak dan kerucut tetap, kemudian dihancurkan secara bertahap menjadi partikel seragam dan dibuang melalui port pembuangan yang dapat disesuaikan. Seri ini mencakup model-model seperti CH430, CH660, dan CH890, yang mencakup berbagai kapasitas pemrosesan untuk memenuhi beragam kebutuhan produksi.
2. Komposisi dan Struktur Cone Crusher Seri CH
Penghancur kerucut seri CH terdiri dari rakitan inti dengan koordinasi yang tepat, memastikan operasi yang stabil dan efisien:
2.1 Perakitan Rangka Utama
Bingkai BawahBasis baja cor tugas berat (ZG35CrMo) yang menampung selongsong poros eksentrik, bantalan poros utama, dan silinder hidrolik. Basis ini dibaut ke pondasi dengan baut jangkar (M30–M60) dan dilengkapi saluran oli internal untuk pelumasan.
2.2 Perakitan Penghancur
Kerucut BergerakTerdiri dari badan kerucut 42CrMo yang ditempa dan lapisan besi cor kromium tinggi (Cr20). Badan kerucut memiliki dasar bulat yang pas dengan bantalan bulat poros utama, memungkinkan ayunan yang fleksibel. Lapisan ini dipasang dengan pengecoran paduan seng untuk memastikan kontak yang erat, dengan ketebalan lapisan tahan aus 30–80 mm.
Kerucut Tetap (Cekung)Liner annular tersegmentasi (3–6 segmen) yang terbuat dari Cr20 atau ZGMn13, dipasang pada rangka atas. Profil rongga setiap segmen (sudut 18°–25°) dioptimalkan untuk kebutuhan ukuran partikel tertentu, dengan struktur interlock untuk mencegah kebocoran material.
2.3 Sistem Transmisi dan Penggerak
Selongsong Poros EksentrikSelongsong baja cor (ZG35CrMo) dengan eksentrisitas 10–30 mm, yang menggerakkan osilasi poros utama. Selongsong ini dilengkapi dengan roda gigi bevel besar (20CrMnTi, dikarburasi dan dipadamkan) dan dipasang pada bantalan rol bulat.
2.4 Sistem Hidrolik dan Kontrol
Sistem Keamanan: Proteksi beban berlebih melalui katup pelepas tekanan. Ketika material yang tidak mudah hancur masuk, silinder akan ditarik kembali untuk memperluas port pembuangan, mengeluarkan benda asing, dan mengatur ulang secara otomatis.
Kabinet Kontrol Cerdas: Sistem berbasis PLC yang memantau suhu, tekanan, dan daya, dengan fungsi operasi jarak jauh dan diagnosis kesalahan.
2.5 Sistem Pelumasan dan Anti Debu
Pelumasan Minyak Tipis: Sistem independen dengan pompa ganda, pendingin, dan filter, mengalirkan oli ISO VG 46 ke bantalan dan roda gigi pada 0,2–0,4 MPa, mempertahankan suhu <55°C.
Struktur Tahan Debu: Segel labirin + segel oli + pembersih udara (0,3–0,5 MPa) mencegah masuknya debu, dengan opsi semprotan air untuk lingkungan berdebu tinggi.
3. Proses Pengecoran untuk Komponen Utama
Bingkai 3.1 (ZG270-500/ZG35CrMo)
Pembuatan Pola: Pola resin cetak 3D skala penuh dengan kelonggaran penyusutan (1,2–1,5%), termasuk detail rusuk dan saluran oli.
ZG35CrMo: Dipadukan dengan Cr (0,8–1,2%) dan Mo (0,2–0,3%), dituang pada suhu 1500–1540°C.
3.2 Selongsong Poros Eksentrik (ZG35CrMo)
3.3 Badan Kerucut Bergerak (Penempaan 42CrMo)
4. Proses Pemesinan
4.1 Pemesinan Bingkai
Pemesinan Presisi: Mengasah permukaan flensa hingga Ra1,6 μm, kerataan ≤0,1 mm/m. Mengebor/menyadap lubang baut (M30–M60, kelas 6H) dengan akurasi posisi ±0,1 mm.
4.2 Pemesinan Selongsong Poros Eksentrik
MenggilingDiameter luar dan lubang diratakan ke IT6, Ra0,8 μm. Ketegangan permukaan pemasangan roda gigi ≤0,02 mm/100 mm.
4.3 Pemesinan Kerucut Bergerak
5. Proses Pengendalian Mutu
6. Proses Instalasi
Persiapan Pondasi: Pondasi beton (mutu C30) dengan baut jangkar tertanam, kerataan ≤0,1 mm/m, dirawat selama 28 hari.
Koneksi Sistem Hidrolik dan Pelumasan: Pipa dibersihkan (kebersihan oli NAS 8), selang disambungkan, tekanan diuji (tekanan kerja 1,5×).
Seri CH cone crusher, melalui manufaktur yang tepat dan kontrol kualitas yang ketat, memberikan kinerja yang andal dalam operasi penghancuran skala besar, memastikan efisiensi tinggi dan kualitas produk











