Makalah ini memberikan tinjauan mendetail tentang liner ball mill, komponen penting tahan aus yang terpasang pada dinding bagian dalam silinder dan penutup ujung. Liner ini melindungi silinder dan penutup ujung dari benturan media penggiling dan abrasi material, meningkatkan efisiensi penggilingan melalui desain permukaan yang spesifik, dan mengurangi adhesi material. Liner ini membutuhkan ketahanan aus yang tinggi, ketangguhan yang memadai, dan kinerja pemasangan yang baik, dengan material umum termasuk baja mangan tinggi ZGMn13 (ketangguhan yang sangat baik setelah pengerasan air), besi cor kromium tinggi (ketahanan aus yang unggul), dan komposit bimetalik (ketangguhan dan ketahanan aus yang seimbang).
Pengenalan Rinci, Proses Pembuatan, dan Proses Inspeksi Liner Ball Mill
I. Fungsi dan Fitur Struktur Liner Ball Mill
Liner ball mill adalah komponen tahan aus yang dipasang pada dinding bagian dalam silinder dan sisi dalam penutup ujung. Liner ini bersentuhan langsung dengan media penggiling (bola baja, segmen baja) dan material, berfungsi sebagai penghalang pelindung untuk operasi penggilingan yang efisien. Fungsi utamanya meliputi: melindungi silinder dan penutup ujung dari benturan dan keausan dengan menggiling media, meningkatkan efisiensi penggilingan melalui bentuk permukaan khusus (misalnya, meningkatkan kemungkinan kontak antara media dan bahan), dan mengurangi adhesi dan akumulasi material di dalam silinderKinerja dan masa pakai liner secara langsung memengaruhi biaya perawatan dan efisiensi produksi ball mill.
Persyaratan Kinerja Inti:
Ketahanan aus yang tinggi: Tahan terhadap benturan frekuensi tinggi dari bola baja (gaya benturan hingga ribuan N) dan abrasi berkelanjutan dari material, membutuhkan masa pakai ≥8.000 jam;
Ketangguhan yang memadai: Hindari patah getas akibat benturan bola baja (kekuatan benturan ≥20J/cm²);
Cocok:Kesesuaian celah dengan dinding bagian dalam silinder ≤1mm untuk mencegah keausan sekunder yang disebabkan oleh kelonggaran selama pengoperasian;
Kemudahan penggantian: Berat sedang (≤50kg per potong, hingga 100kg untuk pabrik besar) untuk pembongkaran dan penggantian rutin.
Fitur Struktural dan Material:
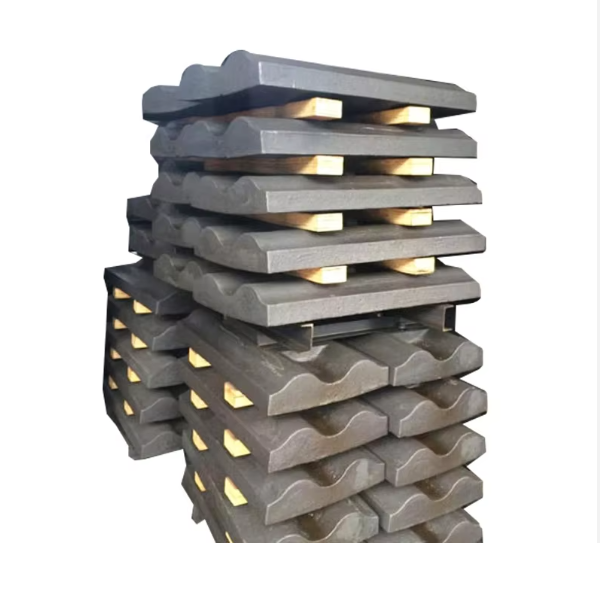
Jenis-jenis Struktural:Diklasifikasikan berdasarkan bentuk sebagai garis datar (untuk bagian penggilingan kasar, dengan permukaan datar), pelapis bergelombang (meningkatkan tinggi pengangkatan media, cocok untuk bagian penggilingan halus), dan pelapis bertingkat (mengurangi media yang bergeser, umumnya digunakan pada mesin penggiling tipe grid). Diklasifikasikan berdasarkan posisi pemasangan sebagai liner silinder Dan pelapis penutup ujung (lapisan penutup ujung sebagian besar berbentuk kipas agar sesuai dengan kelengkungan penutup ujung).
Bahan-bahan utama:
Baja mangan tinggi (ZGMn13): Paling umum digunakan. Setelah pengerasan air, ia memiliki ketangguhan yang sangat baik (ketangguhan impak ≥150J/cm²), dan permukaannya mengeras di bawah impak (kekerasan hingga 300-400HBW), cocok untuk kondisi pengerjaan batu keras dan bola baja besar;
Besi cor kromium tinggi (KmTBCr20Mo):2-3 kali lebih tahan aus daripada baja mangan tinggi (kekerasan ≥58HRC) tetapi dengan ketangguhan lebih rendah (ketangguhan benturan 10-20J/cm²), cocok untuk kondisi penggilingan halus dan benturan rendah (misalnya, pabrik semen);
Pelapis komposit bimetalik: Basis baja karbon (memastikan ketangguhan) dengan permukaan kerja besi cor kromium tinggi (meningkatkan ketahanan aus), menggabungkan keunggulan kedua material, cocok untuk kondisi kerja yang kompleks.
II. Proses Pembuatan Liner Ball Mill (Mengambil Contoh Liner Baja Mangan Tinggi ZGMn13)
1. Pemilihan Bahan Baku dan Peleburan
Kontrol komposisi kimia:Proporsi yang ketat sesuai dengan standar ZGMn13 (C 1,0-1,4%, Mn 11-14%, Si ≤0,8%, P ≤0,07%, S ≤0,05%), dengan rasio Mn/C ≥10 (untuk memastikan efek pengerasan air);
Proses peleburan:
Lelehkan dalam tungku induksi frekuensi menengah, panaskan hingga 1500-1550℃, dan tahan selama 30 menit untuk menghomogenkan komposisi;
Deoksidasi: Tambahkan ferosilikon (0,5%) dan ingot aluminium (0,1%) untuk menghilangkan oksigen dan menghindari cacat lubang gas;
Kontrol suhu penyadapan pada 1450-1480℃ untuk mencegah pengasaran butiran.
2. Pengecoran Pembentukan (Proses Kunci)
Desain cetakan: Gunakan cetakan pasir resin (permukaan dilapisi dengan cat bubuk zirkon, ketebalan ≥1mm), dengan ukuran rongga cetakan 3-5% lebih besar dari produk jadi (mempertahankan penyusutan), dan riser yang wajar (laju pengumpanan ≥15%);
Proses penuangan:
Suhu penuangan 1380-1420℃, menggunakan penuangan bawah (untuk menghindari terperangkapnya terak), dengan waktu penuangan dikontrol pada 30-60 detik per potong;
Untuk liner besar (berat tunggal ≥50kg), gunakan sistem penuangan bertahap untuk memastikan pengisian logam cair yang stabil;
Pengocokan dan pembersihan: Kocok setelah pengecoran mendingin hingga di bawah 200℃, lepaskan riser (menggunakan pemotongan gas, sisakan 10 mm dari badan untuk penggilingan berikutnya).
3. Perlakuan Pengerasan Air (Proses Inti untuk Baja Mangan Tinggi)
Pemanasan: Panaskan pengecoran secara perlahan hingga 1050-1100℃ (laju pemanasan ≤100℃/jam), tahan selama 2-4 jam (tergantung pada ketebalan, 1 jam per 25mm), pastikan pembubaran karbida menjadi austenit secara menyeluruh;
Pendinginan air: Segera rendam pengecoran dalam air (suhu air ≤30℃) dengan laju pendinginan ≥50℃/s hingga suhu inti turun di bawah 200℃, menghambat presipitasi karbida;
Inspeksi: Kekerasan setelah pengerasan air ≤230HBW, struktur metalografi adalah austenit tunggal (tidak ada karbida jaringan).
4. Pemesinan
Pemesinan kasar: Giling bagian belakang liner (permukaan yang pas dengan silinder) hingga kerataan ≤1mm/m, sisakan kelonggaran finishing 1mm;
Pemesinan akhir:
Giling permukaan yang pas hingga kekasaran Ra ≤6,3μm, pastikan ≥80% area kontak dengan silinder;
Pengeboran: Lubang baut pemasangan mesin (bukaan φ20-φ30mm) dengan deviasi posisi ±0,5mm dan tegak lurus lubang ≤0,1mm/100mm;
Chamfering: Bulatkan semua tepi menjadi R≥3mm untuk menghindari konsentrasi tegangan.
5. Perawatan Permukaan dan Penandaan
Pembersihan: Lakukan sandblasting pada permukaan kerja (kekasaran Ra12.5μm) untuk menghilangkan kerak oksida;
Penandaan: Stempel permukaan yang tidak berfungsi dengan bahan (ZGMn13), nomor batch, berat, dan tanggal produksi;
Pencegahan karat: Lapisi permukaan yang tidak digunakan dengan cat anti karat (ketebalan ≥40μm), dan tutup lubang baut dengan sumbat karet.
III. Proses Pemeriksaan Liner Ball Mill
1. Inspeksi Bahan Baku dan Peleburan
Analisis kimia pra-tungku: Analisis spektral untuk mendeteksi kandungan C dan Mn (memastikan rasio Mn/C ≥10), dengan kandungan P dan S ≤batas atas standar;
Catatan peleburan: Verifikasi suhu peleburan dan penambahan deoksidasi untuk memastikan kepatuhan terhadap persyaratan proses.
2. Inspeksi Kualitas Pengecoran
Pemeriksaan visual: Tidak ada retakan, lubang susut, atau salah jalan, dengan kedalaman penutupan dingin ≤1mm;
Pemeriksaan dimensi: Ukur deviasi panjang dan lebar (±2mm) dan deviasi ketebalan (±1mm) dengan pita pengukur dan templat;
Pengujian nondestruktif: pengujian ultrasonik 100% (UT) untuk liner besar (memenuhi syarat per JB/T 7260 Kelas II), tanpa cacat ≥setara φ3mm.
3. Inspeksi Kualitas Pengerasan Air
Pengujian kekerasan: Ukur permukaan kerja dengan penguji kekerasan Brinell (HBW 180-230), dengan deviasi pengukuran multi-titik ≤20HBW pada benda kerja yang sama;
Analisis metalografi: Pemeriksaan sampel struktur mikro (matriks austenitik, tidak ada presipitasi karbida) dengan ukuran butir ≥5;
Uji benturan: Lakukan uji benturan suhu ruangan pada sampel (αk ≥150J/cm²), dengan patahan yang menunjukkan patahan ulet (berserat).
4. Inspeksi Akhir Produk Jadi
Uji kecocokan: Letakkan liner pada pelat datar standar, periksa celah maksimum dengan pengukur celah ≤0,5 mm;
Pemeriksaan lubang baut: Gunakan pengukur untuk memeriksa toleransi bukaan (H12) dan posisi untuk memastikan baut dapat dimasukkan dengan bebas;
Pemasangan uji coba: Pilih secara acak 3 liner untuk pemasangan uji coba dengan silinder, periksa kekencangan dan tidak ada yang longgar.
Dengan pengendalian kualitas pengerasan air dan cacat pengecoran yang ketat, liner ZGMn13 dapat mencapai masa pakai 8.000-12.000 jam dalam kondisi impak sedang, sementara liner besi cor kromium tinggi dapat mencapai lebih dari 15.000 jam dalam kondisi penggilingan halus impak rendah. Pemilihan liner harus didasarkan pada kekerasan material dan ukuran media penggilingan.