Makalah ini merinci selongsong poros utama cone crusher, komponen krusial yang diposisikan di antara poros utama dan rakitan eksentrik. Komponen ini terutama berfungsi dalam penopang radial, pengurangan gesekan, distribusi beban, dan retensi pelumasan. Komponen ini terdiri dari badan selongsong, lubang dalam, permukaan luar, saluran pelumasan, flensa (pada beberapa desain), dan alur indikator keausan, masing-masing dengan fitur struktural spesifik. Proses pengecoran badan selongsong perunggu diuraikan, termasuk ion material (perunggu fosfor), pembuatan pola, pencetakan, peleburan, penuangan, perlakuan panas, dan inspeksi. Proses pemesinan dan manufaktur juga dijelaskan, meliputi pemesinan kasar/finish, perlakuan permukaan, dan persiapan perakitan. Selain itu, langkah-langkah pengendalian mutu juga ditentukan, seperti validasi material, pemeriksaan akurasi dimensi, inspeksi kualitas permukaan, pengujian fungsional, dan pengujian ketahanan aus. Proses-proses ini memastikan selongsong poros utama memberikan penopang yang andal dan pengurangan gesekan, sehingga meningkatkan efisiensi dan masa pakai cone crusher di bawah beban berat.
Pengenalan Rinci Komponen Selongsong Poros Utama Cone Crusher
1. Fungsi dan Peran Selongsong Poros Utama
Selongsong poros utama (juga disebut bushing poros utama) merupakan komponen penting dalam cone crusher, yang terletak di antara poros utama dan rakitan eksentrik. Fungsi utamanya meliputi:
Dukungan Radial: Menstabilkan poros utama selama putaran kecepatan tinggi, memastikan keselarasan konsentris dengan selongsong eksentrik untuk mencegah goyangan.
Pengurangan Gesekan: Bertindak sebagai antarmuka tahan aus antara poros utama yang berputar dan komponen stasioner atau semi-stasioner, meminimalkan kontak logam-ke-logam.
Distribusi Beban: Menyerap gaya radial yang dihasilkan selama penghancuran, melindungi poros utama dari tekanan berlebih dan kegagalan dini.
Retensi Pelumasan: Mengandung pelumas pada celah antara selongsong dan poros, menjaga lapisan oli hidrodinamik agar operasi berjalan lancar.
2. Komposisi dan Struktur Selongsong Poros Utama
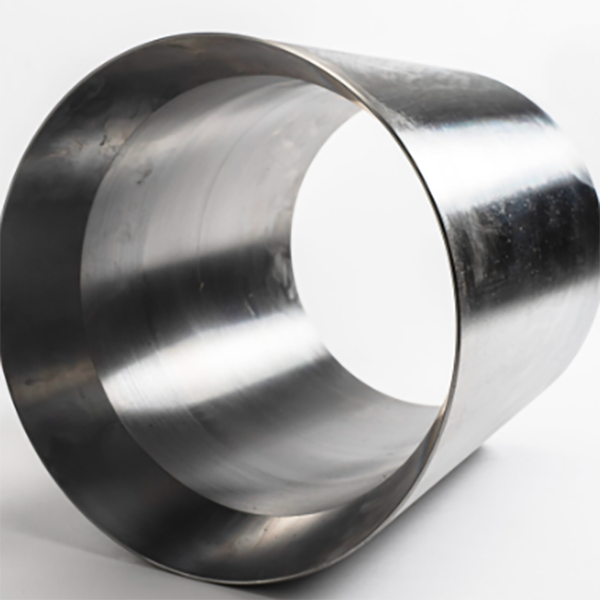
Selongsong poros utama biasanya berupa komponen berongga berbentuk silinder atau meruncing dengan dimensi internal dan eksternal yang presisi, terdiri dari:
Badan LenganStruktur silinder inti, biasanya terbuat dari perunggu cor berkekuatan tinggi (misalnya, CuSn10Pb1) atau baja paduan (42CrMo) dengan permukaan tahan aus. Panjang dan ketebalannya bervariasi tergantung model crusher, sesuai dengan diameter poros utama dan kebutuhan beban.
Lubang Dalam: Lubang tengah yang dikerjakan dengan presisi dan pas di atas poros utama dengan jarak bebas terkontrol (0,1–0,3 mm), memungkinkan rotasi sambil mempertahankan lapisan pelumas. Lubang ini dapat dilengkapi alur spiral atau kantong oli untuk meningkatkan distribusi pelumas.
Permukaan Luar:Dibuat supaya pas dengan rangka atau selongsong eksentrik, sering kali dengan profil meruncing (1:10 atau 1:20) agar sesuai dengan gangguan, mencegah pergerakan relatif di bawah beban.
Saluran Pelumasan: Lubang aksial atau radial dibor melalui selongsong untuk mengalirkan oli dari sistem pelumasan utama ke lubang bagian dalam, memastikan pelumasan berkelanjutan pada antarmuka poros-selongsong.
Flange atau Collar (dalam beberapa desain): Proyeksi radial pada satu ujung untuk menentukan letak selongsong secara aksial, mencegah perpindahan aksial selama pengoperasian.
Alur Indikator Keausan: alur melingkar dangkal pada lubang bagian dalam untuk menunjukkan tingkat keausan secara visual—bila alur aus, selongsong perlu diganti.
3. Proses Pengecoran untuk Badan Lengan
Untuk selongsong perunggu (paling umum karena sifat anti-gesekan yang sangat baik), proses pengecorannya adalah sebagai berikut:
Pemilihan MaterialPerunggu fosfor (CuSn10Pb1) dipilih karena ketahanan ausnya yang tinggi, konduktivitas termal yang baik, dan kompatibilitasnya dengan poros baja. Perunggu ini mengandung 10% timah (Sn), 1% timbal (Pb), dan tembaga (Cu) yang seimbang untuk kemampuan mesin yang optimal.
Pembuatan PolaPola logam atau lilin dibuat untuk mereplikasi geometri selongsong, termasuk lubang bagian dalam, permukaan luar, dan saluran pelumasan. Untuk pengecoran investasi (digunakan untuk desain yang kompleks), pola lilin dirakit pada sprue.
Cetakan:
Untuk pengecoran pasir: Cetakan pasir yang diikat resin dibentuk di sekitar pola, dengan inti untuk membentuk lubang bagian dalam.
Untuk pengecoran investasi: Pola lilin dilapisi dengan bubur keramik, dikeringkan untuk membentuk cangkang, lalu dicairkan untuk meninggalkan cetakan keramik berongga.
Mencair dan MenuangPerunggu dilebur dalam tungku induksi pada suhu 1080–1120°C. Logam cair dituangkan ke dalam cetakan di bawah pengaruh gravitasi atau tekanan, memastikan pengisian penuh pada bagian-bagian tipis (misalnya, tepi flensa).
Pendinginan dan PengocokanPengecoran didinginkan hingga suhu ruangan, kemudian dikeluarkan dari cetakan. Pengecoran pasir menjalani proses peledakan untuk menghilangkan sisa pasir; pengecoran investasi memiliki cangkang keramik yang dilepaskan melalui getaran atau semburan air.
Perlakuan Panas: Selongsong perunggu dianil pada suhu 600–650°C selama 1–2 jam, kemudian didinginkan dengan udara untuk menghilangkan tekanan internal dan meningkatkan kemampuan mesin.
Inspeksi PengecoranPemeriksaan visual untuk cacat permukaan (porositas, retakan, atau pengisian yang tidak lengkap). Pengujian ultrasonik (UT) mendeteksi cacat internal, memastikan tidak ada cacat yang lebih besar dari φ1 mm di area kritis yang menahan beban.
4. Proses Pemesinan dan Manufaktur
Pemesinan Kasar:
Permukaan luar dan flensa (jika ada) dibalik untuk membuang material berlebih, menyisakan kelonggaran finishing sebesar 0,5–1 mm.
Lubang bagian dalam dibor kasar dan dibor ulang hingga mendekati ukuran, dengan pemesinan awal pada lubang saluran pelumasan.
Pemesinan Akhir:
Lubang dalam: Diasah presisi untuk mencapai toleransi IT6, dengan kekasaran permukaan Ra0,4–0,8 μm untuk mengurangi gesekan. Alur spiral (jika diperlukan) dipotong menggunakan mesin bubut CNC dengan alat pembuat alur, dengan kedalaman dan kemiringan yang dikontrol hingga ±0,02 mm.
Permukaan luar: Digerinda hingga membentuk profil meruncing atau silinder (tergantung desain) dengan toleransi IT7, memastikan kesesuaian yang rapat dengan selongsong eksentrik. Permukaan meruncing diverifikasi menggunakan pengukur taper.
Saluran pelumasan: Dibor dan disadap agar terhubung dengan sistem pelumasan penghancur, dengan tepi yang dibersihkan untuk mencegah penyumbatan aliran oli.
Perawatan Permukaan:
Lubang bagian dalam dapat dilapisi dengan pelumas padat (misalnya, molibdenum disulfida) atau dilapisi dengan krom keras (ketebalan 5–10 μm) untuk meningkatkan ketahanan aus.
Permukaan luar dipoles untuk menghilangkan gerinda dan memastikan kesesuaian interferensi dengan komponen yang berpasangan.
Persiapan Perakitan:
Selongsong dipanaskan (200–300°C) untuk memperluas diameter luarnya agar dapat ditekan ke dalam selongsong eksentrik (shrink fit).
Setelah pendinginan, jarak bebas lubang bagian dalam dengan poros utama diukur menggunakan pengukur celah untuk memastikannya memenuhi spesifikasi (0,1–0,3 mm).
Mesin Pengukur Koordinat (CMM) memverifikasi diameter lubang dalam, diameter luar, sudut tirus, dan dimensi alur.
Kebulatan lubang bagian dalam diukur dengan penguji kebulatan, yang memerlukan deviasi ≤0,005 mm.
Inspeksi Kualitas Permukaan:
Kekasaran permukaan lubang bagian dalam diperiksa dengan profilometer, memastikan Ra ≤0,8 μm.
Pengujian visual dan penetran pewarna (DPT) mendeteksi retakan atau goresan pada permukaan kritis.
Pengujian Fungsional:
Verifikasi jarak bebas: Selongsong dipasang uji coba pada poros uji untuk mengonfirmasi jarak bebas radial dalam rentang desain.
Uji aliran pelumasan: Oli dipompa melalui saluran untuk memastikan aliran tidak terhalang ke alur lubang bagian dalam.
Pengujian Ketahanan Aus:
Selongsong sampel menjalani pengujian keausan yang dipercepat dalam kondisi beban dan kecepatan simulasi, memverifikasi laju keausan ≤0,01 mm/100 jam.
Pembuatan selongsong poros utama yang presisi dan kontrol kualitas yang ketat memastikannya memberikan dukungan yang andal dan pengurangan gesekan, yang secara langsung berkontribusi pada efisiensi penghancur kerucut dan masa pakai di bawah beban penghancuran yang berat.