Makalah ini menguraikan kerangka atas penghancur kerucut, sebuah komponen struktural dasar yang terletak di bagian atas penghancur, yang menopang komponen-komponen penting seperti kerucut tetap, cincin penyetel, dan corong umpan. Fungsi utamanya meliputi penopang struktural (menahan beban hingga ratusan ton dan memindahkannya), membentuk ruang penghancur (berkoordinasi dengan kerucut yang bergerak), memastikan keselarasan komponen, dan melindungi komponen internal.
Rangka atas, berupa coran silinder atau kerucut berongga besar, terdiri atas komponen-komponen seperti badan rangka (terbuat dari baja cor berkekuatan tinggi ZG310–570 atau besi ulet QT600–3), permukaan pemasangan kerucut tetap, pemandu cincin penyetelan, sambungan flensa (flensa atas dan bawah), rusuk penguat, port pelumasan dan inspeksi, serta selubung pendingin opsional, yang masing-masing memiliki fitur struktural tertentu.
Proses pengecoran rangka atas meliputi pemilihan material, pembuatan pola (dengan kelonggaran penyusutan dan sudut draft), pencetakan (menggunakan cetakan pasir hijau atau cetakan pasir berikat resin), peleburan dan penuangan (dengan suhu dan laju alir terkontrol), pendinginan dan pengocokan, serta perlakuan panas (normalisasi dan tempering untuk baja cor, anil untuk besi ulet). Proses pemesinan dan manufakturnya meliputi pemesinan kasar, perlakuan panas antara, pemesinan akhir (flensa, taper internal, dan pemandu cincin penyetel), dan perlakuan permukaan.
Proses pengendalian kualitas meliputi inspeksi kualitas pengecoran (pengujian partikel ultrasonik dan magnetik), pemeriksaan akurasi dimensi (menggunakan CMM dan pelacak laser), pengujian material (pengujian komposisi kimia dan kekerasan), pengujian beban, dan verifikasi kesesuaian perakitan. Proses-proses ini memastikan rangka atas memiliki integritas struktural dan presisi dimensi yang memadai untuk menjamin pengoperasian cone crusher yang stabil dalam aplikasi tugas berat.
Pengenalan Rinci Komponen Rangka Atas Cone Crusher
1. Fungsi dan Peran Rangka Atas
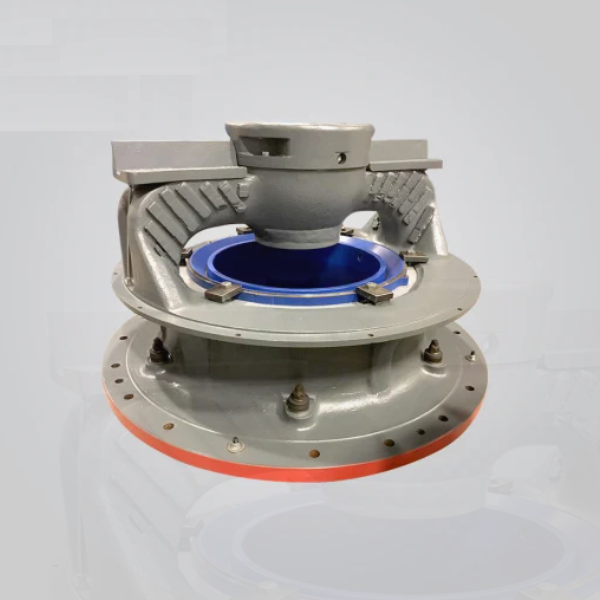
Rangka atas penghancur kerucut (juga dikenal sebagai rangka atas atau cangkang atas) adalah komponen struktural dasar yang terletak di bagian atas penghancur, berfungsi sebagai penopang utama untuk komponen-komponen utama seperti kerucut tetap, cincin penyetel, dan corong umpan. Fungsi utamanya meliputi:
Dukungan Struktural: Menahan beban lapisan kerucut tetap, cincin penyesuaian, dan beban material yang masuk (hingga ratusan ton), mentransfer beban ini ke rangka bawah atau pondasi.
Pembentukan Ruang Penghancur: Bekerja bersama dengan kerucut yang bergerak untuk membentuk bagian atas ruang penghancur, menentukan ruang masuk material awal dan mengarahkan bijih ke zona penghancuran.
Penyelarasan Komponen: Mempertahankan posisi yang tepat dari kerucut tetap dan cincin penyesuaian relatif terhadap kerucut yang bergerak, memastikan kontrol celah penghancuran yang stabil dan keluaran ukuran partikel yang seragam.
Perlindungan: Menutup komponen internal (misalnya, rakitan eksentrik, roda gigi) untuk melindunginya dari benturan eksternal, debu, dan kerusakan lingkungan.
Mengingat perannya dalam menahan beban berat dan stabilitas struktural, rangka atas harus memiliki kekakuan tinggi, ketahanan terhadap benturan, dan akurasi dimensi.
2. Komposisi dan Struktur Rangka Atas
Rangka atas adalah coran silinder atau kerucut berongga yang besar dengan fitur internal dan eksternal yang kompleks, terdiri dari komponen-komponen utama berikut:
Rangka BadanBagian struktur utama, biasanya berbentuk silinder meruncing atau berundak, terbuat dari baja cor berkekuatan tinggi (misalnya, ZG310–570) atau besi ulet (QT600–3) untuk crusher berukuran besar. Ketebalan dindingnya berkisar antara 50 hingga 150 mm, dengan bagian yang lebih tebal di area yang menahan beban.
Permukaan Pemasangan Kerucut Tetap: Permukaan kerucut internal yang dikerjakan dengan presisi (sudut tirus 15°–30°) yang sesuai dengan lapisan kerucut tetap, dilengkapi lubang baut atau alur pasak untuk pemasangan yang aman.
Panduan Cincin Penyetelan: Permukaan silinder atau berulir eksternal yang berinteraksi dengan cincin penyetel, memungkinkan penyetelan putar kerucut tetap untuk memodifikasi celah penghancuran. Pemandu berulir menggunakan ulir trapesium (metrik atau inci) untuk gerakan yang halus dan menahan beban.
Sambungan Flensa:
Flensa Atas:Flensa perifer di ujung atas untuk mengamankan hopper umpan, dengan lubang baut berjarak sama (M20–M36) dan permukaan penyegelan mesin untuk mencegah kebocoran material.
Flensa Bawah:Flensa bawah yang terhubung ke rangka atau alas bawah, dilengkapi baut tugas berat (kelas 8.8 atau 10.9) dan pin pasak untuk penyelarasan, memastikan konsentrisitas dengan poros utama.
Tulang Rusuk Penguat: Rusuk radial internal dan eksternal (tebal 10–30 mm) didistribusikan di sepanjang rangka bodi untuk meningkatkan kekakuan, mengurangi defleksi di bawah beban (biasanya dibatasi hingga ≤0,5 mm di bawah beban penuh).
Port Pelumasan dan Inspeksi: Lubang bor atau saluran cor untuk pengiriman pelumas ke ulir cincin penyetelan, dan port akses untuk pemeriksaan visual komponen internal.
Jaket Pendingin (Opsional): Rongga berpendingin air dalam penghancur besar untuk membuang panas dari ruang penghancur, dengan port masuk/keluar yang terhubung ke sistem pendingin.
3. Proses Pengecoran untuk Rangka Atas
Rangka atas hampir secara eksklusif diproduksi melalui pengecoran pasir karena ukurannya yang besar dan geometri yang rumit, dengan langkah-langkah berikut:
Pemilihan Material:
Baja cor berkekuatan tinggi (ZG310–570) lebih disukai karena kekuatan tariknya yang sangat baik (≥570 MPa) dan ketangguhan impaknya (elongasi ≥15%), cocok untuk aplikasi beban berat. Untuk rangka berukuran sedang, besi ulet (QT600–3) digunakan untuk kemampuan cor yang lebih baik dan biaya yang lebih rendah.
Pembuatan Pola:
Pola skala penuh dibuat menggunakan busa poliuretan atau kayu, meniru bentuk luar, taper dalam, flensa, dan rusuk rangka. Kelonggaran penyusutan (1,5–2,5%) ditambahkan berdasarkan material (lebih tinggi untuk baja), dan sudut draft (3°–5°) disertakan untuk memudahkan pelepasan cetakan.
Pola diperkuat dengan penopang internal untuk mencegah deformasi selama pencetakan.
Cetakan:
Cetakan pasir hijau dua bagian (cope and drag) atau cetakan pasir berikat resin disiapkan, dengan inti pasir besar digunakan untuk membentuk rongga dan rusuk internal. Permukaan cetakan dilapisi dengan larutan tahan api (alumina-silika) untuk meningkatkan penyelesaian permukaan dan mencegah penetrasi logam ke dalam pasir.
Mencair dan Menuang:
Untuk baja cor: Paduan dilebur dalam tungku busur listrik pada suhu 1520–1560°C, dengan komposisi kimia dikontrol menjadi C 0,25–0,35%, Si 0,2–0,6%, dan Mn 0,8–1,2% untuk menyeimbangkan kekuatan dan ketangguhan.
Penuangan dilakukan menggunakan sendok besar dengan mekanisme tuang bawah, memastikan laju aliran yang stabil (50–100 kg/detik) untuk mengisi rongga cetakan tanpa turbulensi, yang dapat menyebabkan porositas atau cold shut. Suhu penuangan adalah 1480–1520°C untuk baja, dan 1380–1420°C untuk besi ulet.
Pendinginan dan Pengocokan:
Pengecoran didinginkan dalam cetakan selama 72–120 jam untuk meminimalkan tekanan termal, kemudian dihilangkan dengan getaran. Residu pasir dibersihkan menggunakan shot blasting (pasir baja G18) untuk mencapai kekasaran permukaan Ra50–100 μm.
Perlakuan Panas:
Rangka baja cor menjalani normalisasi (850–900°C, didinginkan udara) untuk menyempurnakan struktur butiran, diikuti oleh tempering (600–650°C) untuk mengurangi kekerasan hingga 180–230 HBW, sehingga meningkatkan kemampuan mesin.
Rangka besi ulet dianil pada suhu 850–900°C (didinginkan dalam tungku) untuk menghilangkan karbida dan mengurangi kekerasan hingga 190–270 HBW.
4. Proses Pemesinan dan Manufaktur
Pemesinan Kasar:
Rangka cor dipasang pada mesin bor CNC besar atau mesin gantry untuk memproses permukaan flensa atas dan bawah, diameter luar, dan permukaan referensi, dengan kelonggaran finishing 5–10 mm. Hal ini memastikan kerataan (≤2 mm/m) untuk pemesinan selanjutnya.
Permukaan kerucut internal (pemasangan kerucut tetap) diputar kasar menggunakan mesin bubut CNC dengan sumbu perkakas hidup, memastikan sudut tirus berada dalam ±0,5° dari desain.
Perlakuan Panas Menengah:
Pemanasan pelepas tegangan pada suhu 600–650°C (berpendingin udara) dilakukan untuk menghilangkan tegangan sisa dari pemesinan kasar, mencegah deformasi selama pemesinan akhir.
Pemesinan Akhir:
FlensaFlensa atas dan bawah diproses dengan mesin akhir untuk mencapai kerataan (≤0,1 mm/m) dan tegak lurus terhadap sumbu rangka (≤0,05 mm/100 mm) menggunakan mesin frais CNC. Lubang baut dibor dan disadap dengan toleransi kelas 6H, dengan akurasi posisi (±0,2 mm) relatif terhadap pusat rangka.
Taper Internal: Permukaan pemasangan kerucut tetap diselesaikan dengan pembubutan hingga kekasaran permukaan Ra3,2 μm, dengan toleransi sudut tirus (±0,1°) dan toleransi diameter (±0,2 mm) untuk memastikan kesesuaian yang tepat dengan kerucut tetap.
Panduan Cincin Penyetelan: Permukaan berulir (jika berlaku) dikerjakan dengan presisi menggunakan mesin penggilingan ulir CNC, dengan toleransi pitch ulir (±0,05 mm) dan akurasi profil untuk memastikan pergerakan penyesuaian yang mulus.
Perawatan Permukaan:
Permukaan luar dicat dengan cat dasar epoksi dan lapisan atas poliuretan (ketebalan total 100–150 μm) untuk menahan korosi di lingkungan luar ruangan atau lembab.
Permukaan sambungan yang dikerjakan mesin (flensa, tirus internal) dilapisi dengan minyak anti karat untuk mencegah oksidasi selama penyimpanan dan pengangkutan.
5. Proses Pengendalian Mutu
Inspeksi Kualitas Pengecoran:
Pengujian ultrasonik (UT) dilakukan pada area penahan beban kritis (flensa, sambungan rusuk) untuk mendeteksi cacat internal (misalnya, pori-pori penyusutan >φ5 mm ditolak).
Pengujian partikel magnetik (MPT) memeriksa retakan permukaan pada flensa dan daerah ulir, dengan cacat linier >1 mm yang mengakibatkan penolakan.
Pemeriksaan Akurasi Dimensi:
Mesin pengukur koordinat (CMM) dengan volume pengukuran besar memverifikasi dimensi utama: tinggi keseluruhan (±1 mm), kerataan flensa, sudut tirus, dan posisi lubang baut.
Konsentrisitas bingkai (diameter luar relatif terhadap tirus internal) diukur menggunakan pelacak laser, dengan toleransi ≤0,1 mm/m.
Pengujian Material:
Analisis komposisi kimia (spektrometri) mengonfirmasi kepatuhan terhadap standar material (misalnya, ZG310–570: C ≤0,37%, Mn ≤1,2%).
Pengujian kekerasan (Brinell) memastikan rangka memenuhi spesifikasi kekerasan (180–230 HBW untuk baja, 190–270 HBW untuk besi ulet).
Pengujian Beban:
Uji beban statis dilakukan dengan menerapkan 120% dari beban terukur pada flensa atas selama 24 jam, tanpa adanya deformasi yang terlihat (diukur melalui indikator dial) yang diperbolehkan.
Verifikasi Kesesuaian Perakitan:
Rangka dirakit secara uji coba dengan kerucut tetap, cincin penyetelan, dan corong pemasukan guna memverifikasi keselarasan dan kesesuaian yang tepat, dengan celah antara permukaan yang saling bertemu (≤0,1 mm) diperiksa menggunakan pengukur celah.
Melalui proses manufaktur dan kontrol kualitas yang ketat ini, rangka atas mencapai integritas struktural dan presisi dimensi yang diperlukan untuk mendukung komponen penghancur yang penting, memastikan operasi yang stabil dan efisien dalam aplikasi penghancuran tugas berat.