Artikel ini merinci blok bantalan ball mill, yang menahan beban radial/aksial, memastikan stabilitas poros, dan menggunakan material seperti HT300, QT450-10, atau Q355B. Artikel ini membahas proses manufaktur untuk jenis cor (cetak, tuang, penuaan, pemesinan) dan las (blanking, pengelasan, pemesinan), serta inspeksi proses menyeluruh (bahan baku, blanko, proses produksi, produk akhir) untuk menjamin akurasi dimensi, kekuatan, dan keandalan, serta memenuhi kebutuhan operasi berkelanjutan dengan beban berat.
Pengenalan Rinci Blok Bantalan Ball Mill dan Proses Pembuatan & Inspeksinya
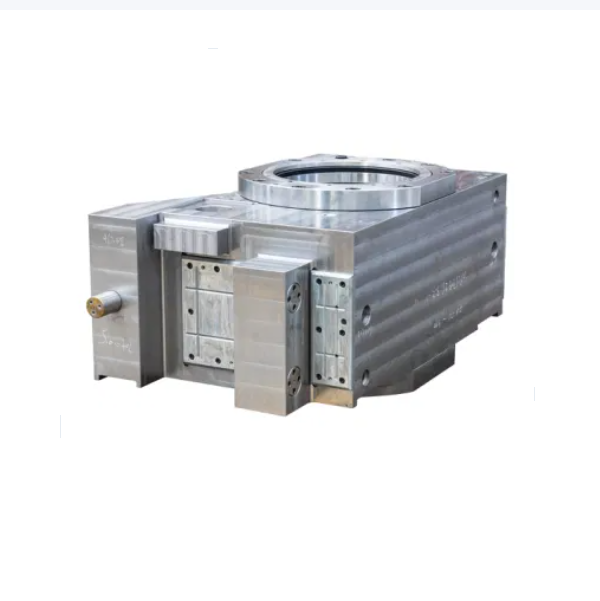
I. Gambaran Umum dan Fitur Struktur Blok Bantalan Ball Mill
Blok bantalan ball mill merupakan komponen inti yang menopang putaran silinder mill. Fungsi utamanya adalah untuk memperbaiki bantalan, menahan beban radial dan aksial dari silinder dan material internal, dan memastikan rotasi sistem poros yang stabil (poros berongga)Kinerjanya secara langsung memengaruhi akurasi pengoperasian, stabilitas, dan masa pakai ball mill.
Fungsi Inti:
Menahan beban: Menopang berat total silinder, media penggiling, dan material (hingga puluhan atau ratusan ton) dan menyerap beban benturan selama rotasi;
Penempatan: Memastikan koaksialitas dan akurasi putaran poros berongga melalui kerja sama dengan bantalan;
Penyegelan dan pelumasan: Mengintegrasikan saluran pelumasan dan struktur penyegelan untuk menyediakan pelumasan bagi bantalan dan mencegah masuknya debu dan cairan pendingin.
Fitur Struktural:
Bahan: Ball mill berukuran kecil dan menengah biasanya menggunakan besi cor abu-abu (HT300) (kemampuan pengecoran dan penyerapan guncangan yang sangat baik); pabrik besar atau tugas berat mengadopsi besi ulet (QT450-10) atau baja struktural las (Q355B) (kekuatan lebih tinggi).
Tipe struktural: Integral (ukuran kecil hingga sedang) dan split (ukuran besar, untuk kemudahan pemasangan dan perawatan). Biasanya mencakup lubang pemasangan bantalan (fitting interferensi dengan cincin luar bantalan), spigot lokasi, lubang baut, lubang pelumasan, dan sirip pendingin.
II. Proses Pembuatan Blok Bantalan Ball Mill
Berdasarkan bahannya, proses pembuatannya dibagi menjadi: pengecoran (untuk blok bantalan besi cor) Dan pengelasan (untuk blok bantalan baja), dengan prosedur inti sebagai berikut:
(A) Blok Bantalan Cor (HT300 sebagai contoh)
Desain Cetakan dan Pembuatan Inti
Cetakan pasir (kayu atau resin) dibuat berdasarkan model 3D, dengan kelonggaran pemesinan 3-5 mm. Riser dirancang untuk menghindari rongga susut;
Area kritis (misalnya lubang bantalan) menggunakan pembuatan inti kotak dingin untuk memastikan keakuratan dimensi.
Mencair dan Menuang
Kontrol komposisi besi cair: C 3,2-3,6%, Si 1,8-2,2%, Mn 0,8-1,2%, S≤0,12%, P≤0,15%;
Penuangan pada suhu 1380-1450℃ menggunakan penuangan bertahap untuk mengurangi konsentrasi tegangan dan memastikan kepadatan pengecoran.
Perawatan Penuaan
Pengecoran mengalami penuaan alami selama 2-4 minggu (atau penuaan buatan: 200-250℃ selama 8 jam) untuk menghilangkan tekanan pengecoran dan mencegah deformasi pemesinan berikutnya.
Pemesinan Kasar
Mesin bubut CNC atau mesin bor memproses lubang bantalan (menyisakan kelonggaran penyelesaian 2-3 mm), permukaan ujung, dan menentukan spigot, memastikan kerataan permukaan datum ≤0,1 mm/100 mm.
Semi-Finishing dan Penuaan Sekunder
Selesaikan pembubutan lingkaran luar dan permukaan ujung, sisakan kelonggaran penggilingan 1-1,5 mm;
Penuaan sekunder (180-220℃ selama 4 jam) untuk lebih menstabilkan dimensi.
Pemesinan Akhir
Mesin bor CNC menyelesaikan lubang bantalan: tingkat toleransi IT6, kekasaran permukaan Ra≤1,6μm, kebulatan ≤0,01mm, silinderisitas ≤0,015mm/100mm;
Mesin penggiling permukaan yang menentukan permukaan ujung spigot: kerataan ≤0,03mm/100mm, tegak lurus terhadap sumbu lubang bantalan ≤0,02mm/100mm;
Pengeboran dan penyadapan lubang pelumasan dan lubang penghubung: akurasi ulir 6H, toleransi posisi lubang ±0,1mm.
(B) Blok Bantalan Las (Q355B sebagai contoh)
Blanking dan Forming
Pemotongan CNC untuk blanking (ketebalan pelat ≥20 mm). Area lubang bantalan disambung dengan flensa baja tempa (baja 20#) untuk meningkatkan kekuatan menahan beban.
Proses Pengelasan
Metode pengelasan: Pengelasan busur terendam atau pengelasan busur logam gas, dengan alur las berbentuk V (sudut 60°);
Urutan pengelasan: Pertama, las area dengan tegangan rendah, lalu las utama, menggunakan pengelasan berlapis (ketebalan setiap lapisan ≤5 mm). Palu pasca-pengelasan untuk mengurangi tegangan;
Perlakuan pasca pengelasan: Anil pelepas tegangan pada suhu 300℃ selama 6 jam untuk menghilangkan tegangan pengelasan (mencegah retak).
Permesinan
Mengikuti langkah-langkah pemesinan kasar, penuaan sekunder, dan pemesinan akhir yang sama seperti blok bantalan cor, tetapi permukaan yang dilas harus terlebih dahulu digiling rata (kekasaran permukaan Ra≤12,5μm).
III. Proses Pemeriksaan Blok Bantalan Ball Mill
Inspeksi mencakup seluruh proses produksi untuk memastikan keakuratan dimensi, sifat mekanik, dan keandalan operasional:
(A) Pemeriksaan Bahan Baku dan Kosong
Inspeksi material:
Bagian besi cor: Analisis spektral untuk memverifikasi komposisi kimia (misalnya, kandungan C dan Si dalam HT300) dan pengujian tarik untuk memeriksa kekuatan tarik ≥300MPa;
Bagian yang dilas: Verifikasi sertifikat pelat baja; flensa yang ditempa menjalani pemeriksaan UT (sesuai dengan JB/T 5000.15 Kelas II).
Inspeksi cacat kosong:
Bagian cor: inspeksi MT (tidak ada retak atau penyusutan permukaan), dengan fokus pada lubang bantalan (tidak ada pori-pori ≥φ3mm);
Bagian yang dilas: inspeksi UT 100% untuk pengelasan (tidak ada fusi yang tidak lengkap atau inklusi terak) dan inspeksi MT (tidak ada retakan permukaan).
(B) Inspeksi Dalam Proses (Node Utama)
Setelah pemesinan kasar:
Periksa diameter lubang bantalan (toleransi seragam) dan diameter spigot (toleransi ±0,5 mm) menggunakan jangka sorong atau CMM.
Setelah perlakuan panas:
Pengujian kekerasan: Penguji kekerasan Brinell untuk besi cor (180-240HBW) dan bagian las anil (≤220HBW).
Toleransi geometris: Indikator dial memeriksa tegak lurus permukaan ujung spigot terhadap sumbu lubang bantalan (≤0,02mm/100mm);
Kualitas permukaan: Profilometer memverifikasi kekasaran lubang bantalan (Ra≤1,6μm); pemeriksaan visual untuk tidak adanya goresan atau gerinda.
(C) Pemeriksaan Produk Akhir
Inspeksi kompatibilitas perakitan:
Kesesuaian lubang bantalan: Pengukur celah memeriksa gangguan (biasanya 0,01-0,03 mm untuk memastikan cincin luar bantalan stabil);
Posisi lubang baut: Pengukur memverifikasi koaksialitas lubang penghubung dengan spigot penentu (≤0,1 mm).
Inspeksi tekanan dan penyegelan:
Uji tekanan lubang pelumasan: udara terkompresi 0,5MPa selama 30 detik, dengan larutan sabun memeriksa tidak ada kebocoran;
Penyegelan menyeluruh: Simulasi perakitan bantalan, pengisian oli (hingga 1/2 lubang bantalan), putaran 10 menit, dan pemeriksaan tidak adanya kebocoran.
Pemeriksaan penampilan:
Pengecatan permukaan (primer + lapisan atas, ketebalan total 60-80μm) tanpa goresan atau pengelupasan; tanda yang jelas (model, material).
IV. Ringkasan
Pembuatan blok bantalan ball mill membutuhkan keseimbangan antara kekuatan dan presisi. Proses pengecoran mengutamakan penyerapan guncangan, sementara proses pengelasan berfokus pada kapasitas beban berat. Inspeksi yang ketat (terutama untuk akurasi dimensi dan pengendalian cacat) sangat penting untuk memastikan kapasitas menahan beban dan masa pakai. Dalam praktiknya, parameter proses disesuaikan berdasarkan spesifikasi pabrik (misalnya, ketebalan dinding lubang bantalan ≥50 mm untuk pabrik ≥φ3 m) untuk memenuhi persyaratan operasi berkelanjutan dan tugas berat.