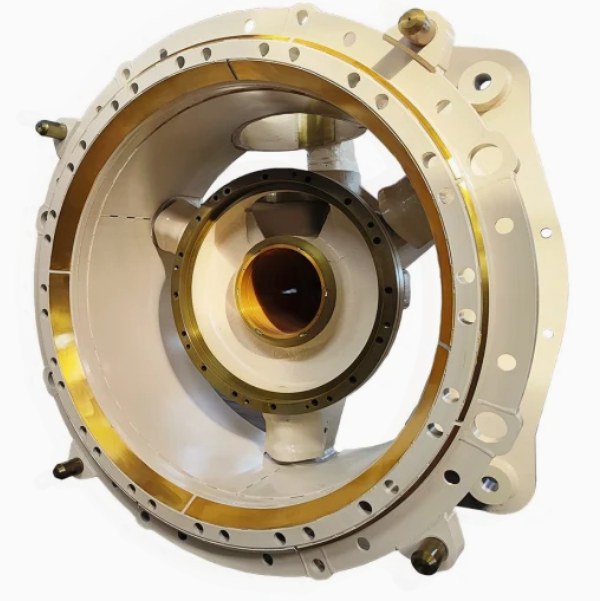
Rangka penghancur kerucut, sebagai komponen struktural dasar penghancur, berfungsi sebagai "tulang punggung" dengan fungsi inti meliputi dukungan struktural keseluruhan (menahan beban semua komponen dan gaya penghancuran hingga ribuan ton), transmisi gaya (mendistribusikan beban ke fondasi), pemosisian komponen (menyediakan permukaan pemasangan yang presisi), dan penutup pelindung (menampung komponen internal). Rangka ini membutuhkan kekakuan, kekuatan, dan stabilitas dimensi yang tinggi untuk menahan beban berat jangka panjang dan benturan dinamis.
Secara struktural, ia merupakan struktur cor atau las yang besar dan tugas berat, yang tersusun atas badan rangka (baja cor berkekuatan tinggi ZG35CrMo atau baja paduan rendah las Q355B dengan dinding setebal 80–200 mm), rumah bantalan, ruang bushing eksentrik, flensa pemasangan (flensa dasar dan atas), rusuk penguat (tebal 30–80 mm), saluran pelumasan dan pendinginan, serta pintu inspeksi dan akses.
Untuk rangka yang besar dan kompleks, proses pengecoran meliputi pemilihan material, pembuatan pola (dengan toleransi penyusutan 1,5–2,5%), pencetakan (menggunakan pasir berikat resin), peleburan dan penuangan (suhu dan laju alir terkontrol), serta pendinginan dan perlakuan panas (normalisasi dan tempering). Proses pemesinan dan manufaktur meliputi pemesinan kasar, pemesinan rumah dan ruang bantalan, pemesinan flensa dan permukaan dudukan, pemesinan rusuk penguat dan permukaan luar, serta perlakuan permukaan.
Proses pengendalian kualitas meliputi pengujian material (komposisi kimia, uji tarik dan impak), inspeksi dimensi (menggunakan CMM dan pemindaian laser), pengujian non-destruktif (UT dan MPT), pengujian mekanis (uji kekerasan dan beban), serta pengujian perakitan dan fungsional. Proses-proses ini memastikan rangka memberikan stabilitas, keandalan, dan masa pakai yang panjang bagi crusher dalam aplikasi tugas berat.
Rangka penghancur kerucut (juga disebut rangka utama atau rangka dasar) adalah komponen struktural dasar yang menopang semua bagian internal dan eksternal penghancur, berfungsi sebagai penopang seluruh mesin. Fungsi utamanya meliputi:
Dukungan Struktural Keseluruhan: Menahan beban semua komponen (bushing eksentrik, kerucut bergerak, mangkuk, motor, dll.) dan gaya penghancuran yang dihasilkan selama pengoperasian (hingga ribuan ton), memastikan pengoperasian yang stabil.
Transmisi Gaya: Mendistribusikan beban vertikal dan horizontal dari proses penghancuran ke pondasi, mengurangi getaran dan kebisingan.
Penempatan Komponen: Menyediakan permukaan pemasangan yang presisi dan fitur penempatan untuk bushing eksentrik, bantalan poros utama, mangkuk, dan komponen penting lainnya, serta memastikan posisi relatif yang benar.
Kandang Pelindung: Menampung komponen internal seperti rakitan eksentrik dan roda gigi, mencegah masuknya debu, air, dan kotoran serta melindungi operator dari komponen yang bergerak.
Mengingat peran pentingnya, rangka harus memiliki kekakuan, kekuatan, dan stabilitas dimensi yang tinggi untuk menahan beban berat dan benturan dinamis jangka panjang.
2. Komposisi dan Struktur Rangka
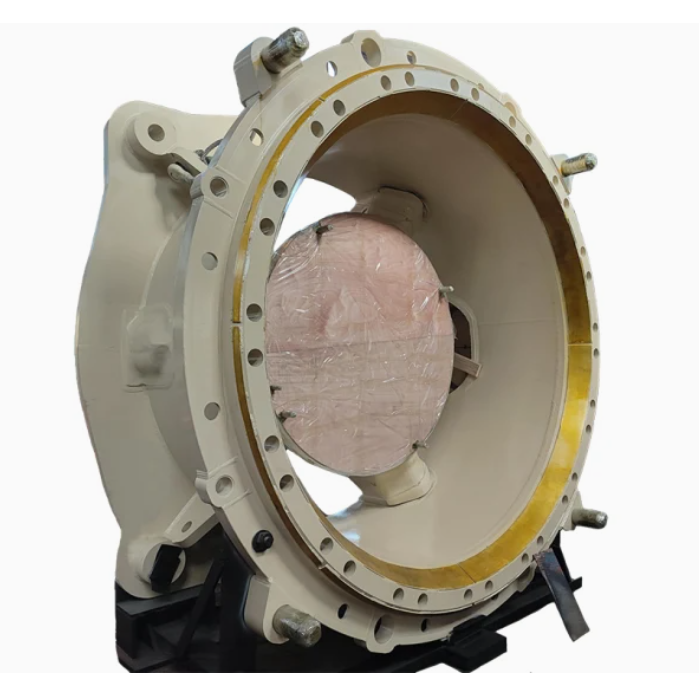
Rangka penghancur kerucut biasanya berupa struktur pengecoran atau las yang besar dan tugas berat dengan bentuk yang kompleks, terdiri atas komponen-komponen utama dan detail struktural berikut:
Rangka Badan:Struktur utama, biasanya berbentuk kotak berongga atau silinder dengan dinding tebal (80–200 mm), terbuat dari baja cor berkekuatan tinggi (misalnya, ZG35CrMo) atau pelat baja paduan rendah yang dilas (misalnya, Q355B).
Rumah Bantalan: Lekukan silinder pada bagian bawah atau atas rangka untuk menampung bantalan poros utama, dengan permukaan bagian dalam yang dikerjakan secara presisi (toleransi IT6) untuk memastikan kesesuaian bantalan yang tepat.
Ruang Bushing Eksentrik: Rongga melingkar di bagian tengah rangka tempat bushing eksentrik dipasang, dengan permukaan bagian dalam yang dikerjakan dengan mesin dan alur oli untuk pelumasan.
Flensa Pemasangan:
Flensa Dasar:Flensa besar di bagian bawah dengan lubang baut untuk menahan rangka ke pondasi, guna memastikan kestabilan.
Flensa Atas:Flensa di bagian atas untuk menghubungkan dengan mangkuk atau cincin penyetelan, sering kali dengan pin pemandu atau slot untuk penyelarasan.
Tulang Rusuk Penguat: Tulang rusuk internal dan eksternal (tebal 30–80 mm) disusun secara radial atau aksial untuk meningkatkan kekakuan rangka dan mengurangi deformasi di bawah beban.
Saluran Pelumasan dan Pendinginan: Lubang bor atau saluran cor untuk mengalirkan oli pelumas ke bantalan dan komponen eksentrik, dan untuk mengalirkan air pendingin pada beberapa rangka besar.
Pintu Inspeksi dan Akses: Panel atau pintu yang dapat dilepas untuk pemeliharaan dan pemeriksaan komponen internal.
3. Proses Pengecoran untuk Rangka
Untuk desain rangka yang besar dan rumit, pengecoran pasir adalah metode manufaktur yang disukai:
Pemilihan Material:
Baja cor berkekuatan tinggi (ZG35CrMo) dipilih karena sifat mekanisnya yang sangat baik, termasuk kekuatan tarik (≥700 MPa), ketahanan impak (≥35 J/cm²), dan kemampuan cor yang baik.
Pembuatan Pola:
Pola skala penuh terbuat dari kayu, busa, atau resin, yang meniru bentuk luar, rongga dalam, rusuk, flensa, dan fitur lainnya dari rangka. Kelonggaran penyusutan (1,5–2,5%) ditambahkan berdasarkan bahan dan ukuran komponen.
Pola diperkuat untuk mencegah deformasi selama pencetakan, dan inti dirancang untuk membentuk rongga dan saluran internal.
Cetakan:
Cetakan pasir dibuat menggunakan pasir yang diikat resin, dengan pola ditempatkan di dalam cetakan. Inti-inti dimasukkan untuk membentuk struktur internal, memastikan ketebalan dinding dan hubungan dimensi antar fitur yang akurat.
Cetakan dilapisi dengan cairan tahan api untuk meningkatkan penyelesaian permukaan dan mencegah penetrasi logam ke dalam pasir.
Mencair dan Menuang:
Baja cor dilebur dalam tungku busur listrik pada suhu 1520–1560°C, dengan kontrol ketat komposisi kimia (C: 0,32–0,40%, Cr: 0,8–1,1%, Mo: 0,15–0,25%).
Penuangan dilakukan pada suhu 1480–1520°C dengan laju aliran yang terkontrol untuk memastikan pengisian rongga cetakan secara menyeluruh tanpa turbulensi yang dapat menimbulkan cacat.
Pendinginan dan Perlakuan Panas:
Pengecoran didinginkan perlahan dalam cetakan selama 72–120 jam untuk mengurangi tekanan termal, kemudian dilepaskan dan dibersihkan dengan peledakan tembakan.
Perlakuan panas meliputi normalisasi (850–900°C, didinginkan udara) untuk memperbaiki struktur butiran dan tempering (600–650°C) untuk mengurangi kekerasan hingga 180–230 HBW, meningkatkan kemampuan mesin.
4. Proses Pemesinan dan Manufaktur
Pemesinan Kasar:
Rangka cor dipasang pada mesin penggilingan CNC besar atau mesin penggilingan gantry untuk mengerjakan flens dasar, flens atas, dan permukaan referensi eksternal, dengan menyisakan kelonggaran penyelesaian 5–10 mm.
Pemesinan Rumah Bantalan dan Ruang:
Rumah bantalan dan ruang bushing eksentrik dibor secara kasar, kemudian dibor secara halus dan diasah untuk memperoleh keakuratan dimensi yang tinggi (toleransi IT6) dan kekasaran permukaan (Ra0,8–1,6 μm).
Alur oli dibuat di rumah dan ruang bantalan menggunakan mesin penggilingan CNC.
Pemesinan Permukaan Flange dan Pemasangan:
Flensa dasar dan atas diselesaikan dengan mesin untuk memastikan kerataan (≤0,05 mm/m) dan tegak lurus terhadap sumbu rangka (≤0,1 mm/100 mm).
Lubang baut dibor dan disadap pada posisi yang tepat (toleransi ±0,1 mm) menggunakan mesin bor CNC.
Penguatan Tulang Rusuk dan Pemesinan Permukaan Luar:
Tulang rusuk luar dikerjakan untuk menghilangkan cacat pengecoran dan memastikan dimensi yang seragam.
Permukaan luar diselesaikan dengan mesin untuk memperbaiki penampilan dan memudahkan pengecatan.
Perawatan Permukaan:
Rangka dicat dengan cat dasar anti karat dan lapisan atas untuk menahan korosi.
Permukaan pemasangan mesin dan pemasangan bantalan dilindungi dengan minyak atau gemuk anti karat.
5. Proses Pengendalian Mutu
Pengujian Material:
Analisis komposisi kimia dilakukan untuk memastikan kepatuhan terhadap standar material yang ditentukan.
Pengujian tarik dan pengujian benturan dilakukan pada sampel uji untuk memverifikasi sifat mekanis.
Inspeksi Dimensi:
Mesin pengukur koordinat (CMM) digunakan untuk memeriksa dimensi penting, termasuk diameter rumah bantalan, kerataan flensa, dan posisi lubang.
Pemindaian laser digunakan untuk memverifikasi bentuk dan dimensi keseluruhan terhadap model 3D.
Pengujian Non-Destruktif (NDT):
Pengujian ultrasonik (UT) digunakan untuk mendeteksi cacat internal seperti retakan dan penyusutan pada rangka bodi dan tulang rusuk.
Pengujian partikel magnetik (MPT) dilakukan di permukaan dan area dekat permukaan, terutama di sekitar lubang baut dan titik konsentrasi tegangan.
Pengujian Mekanik:
Pengujian kekerasan dilakukan untuk memastikan rangka memenuhi rentang kekerasan yang diperlukan (180–230 HBW).
Pengujian beban dapat dilakukan untuk memverifikasi kemampuan rangka dalam menahan beban desain tanpa deformasi berlebihan.
Perakitan dan Pengujian Fungsional:
Rangka dirakit secara uji coba dengan komponen utama seperti bushing eksentrik dan poros utama untuk memastikan kesesuaian dan keselarasan yang tepat.
Pengujian getaran dilakukan untuk memeriksa getaran yang berlebihan selama operasi simulasi.
Melalui proses manufaktur dan kontrol kualitas yang ketat, rangka penghancur kerucut memastikan stabilitas, keandalan, dan masa pakai yang lama dari seluruh penghancur, sehingga cocok untuk aplikasi penghancuran tugas berat di industri pertambangan, konstruksi, dan agregat.