Pengantar Rinci tentang Impact Crusher
1. Tinjauan Umum dan Aplikasi Impact Crusher
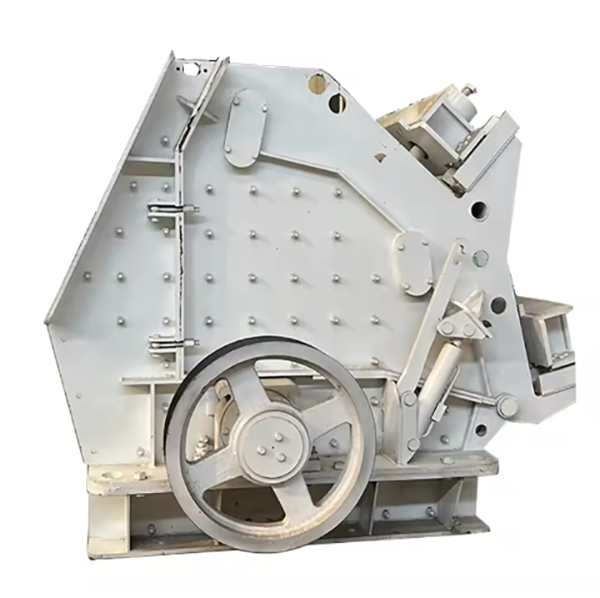
Penghancur impak adalah peralatan penghancur berefisiensi tinggi yang menghancurkan material melalui impak dan pantulan berkecepatan tinggi. Prinsip kerjanya adalah: motor menggerakkan rotor untuk berputar pada kecepatan tinggi (1000–2000 rpm), dan palu impak yang terpasang pada rotor menghantam material yang memasuki ruang penghancur. Material dihancurkan oleh impak, kemudian dipantulkan kembali ke pelat impak untuk penghancuran sekunder, dan akhirnya dibuang melalui celah antara pelat impak dan rotor ketika mencapai ukuran partikel yang dibutuhkan.
Cocok untuk menghancurkan material sedang-keras dan getas dengan kuat tekan ≤300 MPa, seperti batu kapur, beton, aspal, batu bara, dan bijih besi. Berkat keunggulan strukturnya yang sederhana, rasio penghancuran yang tinggi (hingga 50:1), dan bentuk partikel produk yang baik, produk ini banyak digunakan dalam industri konstruksi, pertambangan, konstruksi jalan, dan daur ulang.
2. Komposisi dan Struktur Impact Crusher
Penghancur dampak terutama terdiri dari komponen inti berikut, yang bekerja sama untuk menyelesaikan proses penghancuran:
2.1 Perakitan Rangka
2.2 Perakitan Rotor
Palu DampakKomponen kerja utama terbuat dari besi cor kromium tinggi (Cr15–20) atau baja paduan (40CrNiMo). Komponen ini berengsel pada poros palu dan dapat berayun bebas, dengan berat 2–20 kg, tergantung modelnya. Kepala palu dirancang dengan bentuk tajam atau tumpul sesuai karakteristik material.
2.3 Perakitan Pelat Dampak
Pelat DampakPelat tahan aus yang terbuat dari baja mangan tinggi (ZGMn13) atau besi cor kromium tinggi, dengan ketebalan 20–40 mm. Pelat ini dipasang pada rangka atas dan membentuk rongga penghancur bersama rotor. Jumlah pelat impak adalah 1–3, tergantung pada tahap penghancuran (primer atau sekunder).
2.4 Sistem Penggerak
2.5 Perangkat Keselamatan dan Pembantu
3. Proses Pengecoran untuk Komponen Utama
3.1 Palu Dampak (Besi Cor Kromium Tinggi Cr15–20)
Pembuatan Pola: Pola pasir atau busa dibuat sesuai bentuk palu, dengan kelonggaran penyusutan 1,5–2,0%.
Bahan baku dicairkan dalam tungku induksi pada suhu 1450–1500°C, dengan kromium dan paduan lainnya ditambahkan untuk mencapai komposisi kimia (C 2,8–3,5%, Cr 15–20%).
3.2 Rotor Disk (Baja Cor ZG310-570)
3.3 Poros Utama (Penempaan 40Cr)
4. Proses Pemesinan
4.1 Pemesinan Cakram Rotor
Pemesinan Kasar:Mesin bubut atau penggilingan CNC memproses lingkaran luar, permukaan ujung, dan lubang poros palu, menyisakan kelonggaran pemesinan 1–2 mm.
4.2 Pemesinan Poros Utama
Berputar:Mesin bubut CNC memproses lingkaran luar, anak tangga, dan alur pasak, menyisakan kelonggaran penggilingan 0,3–0,5 mm.
Menggiling: Mengasah permukaan jurnal dengan toleransi IT6 dan kekasaran permukaan Ra0,8 μm, memastikan koaksialitas ≤0,02 mm.
4.3 Pemesinan Pelat Dampak
Menggiling: Permukaan kerja digiling hingga kerataan ≤0,2 mm/m dan kekasaran permukaan Ra6,3 μm, dengan tepian dihilangkan gerindanya untuk menghindari penyumbatan material.
4.4 Pemesinan Bingkai
Penggilingan dan PengeboranMesin milling CNC memproses permukaan pemasangan pelat impak dan bantalan, memastikan kerataan ≤0,15 mm/m. Pengeboran dan penyadapan lubang baut (M16–M30) dengan toleransi ulir 6H.
5. Proses Pengendalian Mutu
Uji Beban: Menghancurkan material standar (misalnya, batu kapur) selama 8 jam untuk memverifikasi kapasitas produksi, ukuran partikel buangan, dan keausan palu.
6. Proses Instalasi
Periksa semua sistem untuk kebocoran, kebisingan abnormal, atau panas berlebih, lalu buat penyesuaian seperlunya.
Melalui proses manufaktur yang ketat, kontrol kualitas, dan instalasi standar, penghancur dampak dapat mencapai operasi yang efisien dan stabil, memenuhi kebutuhan penghancuran berbagai industri untuk material yang sedang-keras dan rapuh.