Pengenalan Rinci tentang Penghancur Pembuatan Pasir VSI
1. Tinjauan dan Aplikasi VSI Sand Making Crusher
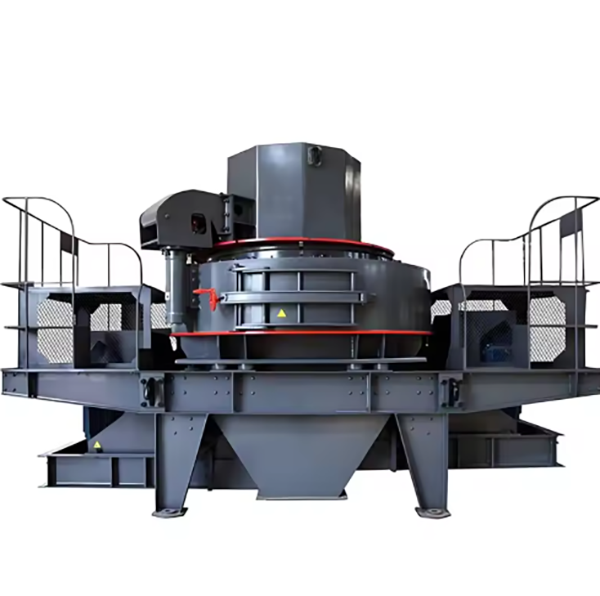
Penghancur pasir VSI (Vertical Shaft Impact) adalah peralatan efisiensi tinggi yang dirancang untuk memproduksi pasir buatan berkualitas tinggi dan membentuk agregat. Alat ini menggunakan prinsip penghancuran impak "stone-on-stone" atau "stone-on-iron": material dipercepat oleh rotor berputar berkecepatan tinggi (2800–3500 rpm) dan dilempar ke lapisan ruang penghancur atau material lain, sehingga menghasilkan penghancuran melalui impak, gesekan, dan geseran.
Mesin penghancur ini banyak digunakan dalam proyek konstruksi, jalan raya, rel kereta api, dan konservasi air, cocok untuk mengolah material seperti granit, batu kapur, kerikil sungai, dan bijih besi. Mesin ini menghasilkan pasir dengan bentuk butiran yang sangat baik (kubik tinggi, kadar pasir jarum rendah ≤10%) dan modulus kehalusan yang dapat disesuaikan (2,6–3,0), memenuhi standar nasional untuk pasir konstruksi.
2. Komposisi dan Struktur Mesin Penghancur Pasir VSI
Penghancur pembuatan pasir VSI terdiri dari komponen-komponen inti yang bekerja secara terkoordinasi untuk memastikan produksi pasir yang efisien:
2.1 Perakitan Badan Utama
2.2 Perakitan Rotor
2.3 Sistem Pemberian Pakan dan Distribusi
Distributor Material: Komponen berbentuk kerucut di dalam penutup atas, mendistribusikan material menjadi dua bagian: satu bagian masuk ke rotor untuk akselerasi, dan bagian lainnya jatuh ke ruang penghancur untuk penghancuran batu demi batu.
2.4 Sistem Penggerak
Katrol/KoplingUntuk penggerak sabuk-V, puli besar pada poros utama dan puli kecil pada motor memastikan rasio transmisi 1:1,2–1:1,5. Kopling (misalnya, kopling pin elastis) digunakan untuk penggerak langsung guna mengurangi kehilangan energi.
2.5 Sistem Pelumasan dan Pendinginan
3. Proses Pembuatan Mesin Penghancur Pasir VSI
3.1 Cakram Rotor (Penempaan 42CrMo)
3.2 Kepala Pelempar (Besi Cor Kromium Tinggi Cr20–25)
Pembuatan Pola: Pola busa dibuat dengan kelonggaran penyusutan 1,5–2,0%, dengan mempertimbangkan bentuk kepala pelempar yang rumit.
Bahan baku dicairkan dalam tungku induksi pada suhu 1450–1500°C, dengan penambahan kromium dan molibdenum untuk mencapai komposisi kimia (C 3,0–3,5%, Cr 20–25%).
3.3 Poros Utama (Penempaan 40CrNiMoA)
4. Proses Pengolahan
4.1 Pemesinan Cakram Rotor
Pemesinan Kasar:Mesin penggilingan CNC memproses lingkaran luar, permukaan ujung, dan lubang pemasangan untuk kepala lempar, menyisakan kelonggaran 1–2 mm.
4.2 Pemesinan Poros Utama
Berputar:Mesin bubut CNC memproses lingkaran luar, anak tangga, dan alur pasak, menyisakan kelonggaran penggilingan 0,3–0,5 mm.
Menggiling: Permukaan jurnal digiling dengan toleransi IT5 dan kekasaran permukaan Ra0,4 μm, memastikan koaksialitas ≤0,01 mm.
4.3 Liner Ruang Penghancur (Besi Cor Kromium Tinggi)
4.4 Pemesinan Rangka dan Penutup
5. Proses Pengendalian Mutu
Mesin pengukur koordinat (CMM) memeriksa dimensi utama: runout cakram rotor ≤0,05 mm, toleransi diameter jurnal poros utama ±0,01 mm.
Uji Coba: Uji coba tanpa beban selama 2 jam untuk memeriksa suhu bantalan (≤70°C) dan kebisingan (≤85 dB). Uji beban dengan kerikil sungai selama 8 jam untuk memverifikasi laju produksi pasir, bentuk butiran pasir, dan keausan kepala lempar.
6. Proses Instalasi
Persiapan PondasiPondasi beton (mutu C30) dengan baut angkur tertanam, kerataan ≤0,1 mm/m, dirawat selama 28 hari. Bantalan isolasi getaran (tebal 5–10 mm) dipasang pada pondasi untuk mengurangi transmisi kebisingan dan getaran.
Pemasangan Sistem Pengumpanan dan Penggerak: Hopper pengisi terpasang pada penutup atas, dan motor sejajar dengan poros utama (koaksialitas ≤0,1 mm). Sabuk-V dipasang dengan tegangan yang tepat (defleksi 15–20 mm di bawah gaya 100 N).
Koneksi Sistem Pelumasan dan Pendinginan:Pipa dihubungkan, dan sistem pelumasan diuji untuk aliran dan tekanan (0,2–0,4 MPa).
Periksa semua sistem untuk kebocoran, kebisingan abnormal, atau panas berlebih, lalu buat penyesuaian seperlunya.
Penghancur pembuatan pasir VSI, melalui manufaktur yang presisi, kontrol kualitas yang ketat, dan pemasangan standar, memastikan produksi pasir buatan berkualitas tinggi yang efisien, memenuhi tuntutan proyek konstruksi modern