Pelat rahang tetap adalah komponen tahan aus stasioner yang membentuk salah satu sisi ruang penghancur pada penghancur rahang. Dipasang berseberangan dengan pelat rahang ayun di bagian depan rangka, pelat ini berfungsi sebagai permukaan kerja tetap untuk penghancuran material. Selama operasi, pelat rahang tetap tetap diam sambil bekerja sama dengan pelat rahang ayun resiprokal untuk membentuk ruang penghancur yang membuka dan menutup secara berkala, memecah material hingga ukuran yang diinginkan melalui ekstrusi dan pemisahan. Stabilitas struktural dan ketahanan ausnya secara langsung memengaruhi efisiensi penghancuran, keseragaman ukuran produk, dan biaya operasional peralatan.
Desain pelat rahang tetap menyeimbangkan ketahanan aus, kemudahan pemasangan, dan kesesuaian dengan rangka. Komponen utama dan fitur strukturalnya adalah sebagai berikut:
Badan Utama
Struktur pelat tebal dengan ketebalan biasanya 50–150 mm untuk penghancur kecil hingga sedang dan 200–300 mm untuk mesin besar. Struktur ini terutama terbuat dari baja mangan tinggi (ZGMn13) untuk kondisi benturan tinggi, sementara besi cor kromium tinggi (Cr26–30) dapat digunakan untuk kondisi benturan rendah. Permukaan depan berfungsi sebagai penghancur, dan permukaan belakang adalah permukaan dudukan yang sesuai dengan rangka. Bentuk keseluruhannya bisa lurus atau melengkung (desain melengkung mengoptimalkan profil ruang penghancur untuk mengurangi penyumbatan material).
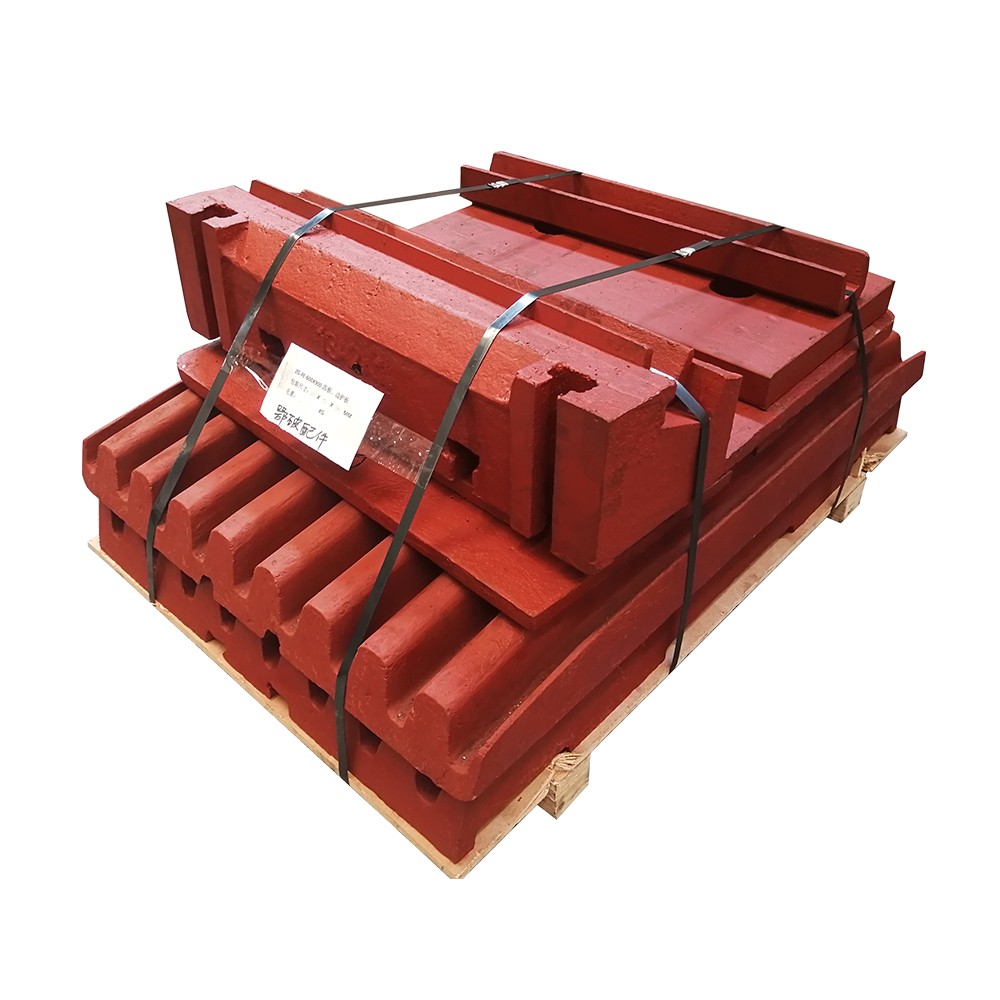
Permukaan Kerja Bergigi
Permukaan yang bersentuhan dengan material memiliki gigi-gigi yang tersusun teratur, umumnya berbentuk segitiga atau trapesium, dengan tinggi 8–30 mm (disesuaikan dengan kekerasan material) dan jarak antar gigi 20–60 mm, serta sudut puncak gigi 60°–90°. Gigi-gigi tersebut seringkali tersusun secara simetris atau berjajar vertikal. Desain simetris memungkinkan pembalikan setelah salah satu ujungnya aus, sehingga memperpanjang masa pakai lebih dari 50%. Pola gigi meningkatkan cengkeraman material untuk mencegah selip dan meningkatkan efisiensi penghancuran.
Struktur Pemasangan
Pelat rahang tetap diamankan ke rangka melalui baut atau blok baji, sehingga permukaan belakangnya meliputi:
Lubang baut/lubang counterbore: Didistribusikan secara merata di sepanjang pelat, dengan diameter 1–2 mm lebih besar dari baut untuk memungkinkan penyesuaian posisi yang tepat selama pemasangan.
Menemukan spigot/bos: Padukan dengan alur pada rangka untuk membatasi perpindahan lateral, memastikan keakuratan posisi relatif terhadap pelat rahang ayun.
Slot pengurang berat (pelat besar):Slot persegi panjang atau melingkar di area yang tidak menahan beban mengurangi berat tanpa mengorbankan kekuatan struktural.
Penguatan Tepi
Tepi atas dan bawah biasanya lebih tebal (5–10 mm lebih tebal daripada bagian tengah) untuk meningkatkan ketahanan benturan, mencegah terkelupasnya tepi akibat benturan material lateral. Beberapa pelat rahang tetap dilengkapi pelindung lubang pembuangan di bagian bawah untuk memandu material yang hancur agar pembuangannya lancar.
Pelat rahang tetap ini tahan terhadap benturan dan gesekan yang kuat, sehingga membutuhkan proses pengecoran yang memastikan keseragaman material dan ketahanan benturan. Proses spesifiknya adalah sebagai berikut:
Persiapan Cetakan
Pengecoran pasir resin (pelat kecil hingga sedang) atau pengecoran pasir natrium silikat (pelat besar) digunakan. Pola kayu atau busa dibuat dari gambar 3D, yang mereplikasi gigi, lubang baut, dan permukaan pemasangan secara akurat, dengan kelonggaran pemesinan 5–8 mm (baja mangan tinggi memiliki tingkat penyusutan sekitar 2%).
Area bergigi menggunakan inti pasir split atau cetakan integral untuk memastikan presisi ujung dan akar gigi (deviasi tinggi gigi ≤ 0,5 mm). Cetakan permukaan pemasangan difinishing untuk memastikan kesalahan kerataan pengecoran ≤ 2 mm/m.
Mencair dan Menuang
Peleburan baja mangan tinggi: Besi kasar dan baja skrap rendah fosfor (P ≤ 0,07%) dan rendah sulfur (S ≤ 0,05%) dilebur dalam tungku frekuensi menengah pada suhu 1500–1550°C. Komposisi kimia dikontrol (C: 1,0–1,4%, Mn: 11–14%, Si: 0,3–0,8%) untuk memastikan rasio Mn/C ≥ 10 (kritis untuk struktur austenitik).
Deoksidasi: Ferrosilikon (0,5–1,0%) dan blok aluminium (0,1–0,2%) ditambahkan untuk deoksidasi akhir, mengurangi kandungan oksigen hingga ≤ 0,005% untuk mencegah porositas.
Penuangan: Sistem penuangan bawah digunakan dengan suhu 1400–1450°C. Pelat rahang tetap berukuran besar dituang dalam 2–3 tahap (dengan jarak 30–60 detik untuk menghindari penutupan dingin), dengan durasi 3–10 menit, tergantung berat, untuk memastikan pengisian yang sempurna.
Shakeout dan Solution Annealing
Pengecoran diguncang setelah didinginkan hingga di bawah 200°C. Riser dilepas dengan pemotongan api, dan tanda gerbang diratakan. Pengamplasan permukaan dan flash dibersihkan.
Anil larutan (langkah kritis): Coran dipanaskan perlahan hingga 1050–1100°C (laju pemanasan ≤ 100°C/jam untuk mencegah retak) dan ditahan selama 2–4 jam (memastikan karbida terlarut sempurna menjadi austenit). Kemudian, coran didinginkan secara cepat dengan air (suhu air ≤ 30°C, laju pendinginan ≥ 50°C/detik) untuk membentuk struktur austenitik tunggal dengan kekerasan ≤ 230 HBW dan energi impak ≥ 180 J (-40°C).
Pemesinan memastikan presisi permukaan kerja dan kesesuaian pemasangan, mencegah celah ruang penghancur yang tidak rata akibat deviasi dimensi. Proses spesifiknya adalah sebagai berikut:
Pemesinan Kasar
Dengan menggunakan permukaan pemasangan cor sebagai acuan, permukaan kerja (tidak termasuk gigi) digiling kasar pada mesin giling gantry, menyisakan kelonggaran finishing 2–3 mm. Kesalahan kerataan dikontrol ≤ 1 mm/m, dan kesejajaran dengan permukaan pemasangan ≤ 0,5 mm/m.
Lubang baut dibor pada mesin bor sesuai spesifikasi gambar, dengan toleransi diameter ± 0,5 mm dan kedalaman 2–3 mm lebih besar dari panjang baut untuk memastikan pemasangan ulir penuh.
Pemesinan Gigi
Pemotong pembentuk khusus digunakan pada mesin penggilingan gantry CNC untuk memproses gigi, memastikan toleransi tinggi/pitch gigi ± 0,5 mm dan kekasaran permukaan Ra ≤ 6,3 μm. Untuk gigi simetris, deviasi simetri ≤ 0,3 mm (untuk memungkinkan pembalikan).
Pemotongan akar gigi: Pemotong radius memangkas akar (R = 2–5 mm) untuk menghindari konsentrasi tegangan dan fraktur akar gigi.
Finishing Permukaan Pemasangan
Permukaan pemasangan digiling akhir hingga Ra ≤ 12,5 μm, kerataan ≤ 0,5 mm/m, dan tegak lurus terhadap permukaan kerja ≤ 0,1 mm/100 mm (diverifikasi dengan indikator dial).
Spigot penempatan digiling agar pas dengan rangka, dengan toleransi lebar ± 0,2 mm dan toleransi kedalaman ± 0,1 mm, memastikan kontak ≥ 85% dengan rangka (celah ≤ 0,1 mm melalui pengukur feeler).
Perawatan Permukaan
Kontrol Kinerja Material
Pemeriksaan komposisi kimia: Spektrometer pembacaan langsung menganalisis C, Mn, dll., memastikan kepatuhan terhadap standar ZGMn13 (Mn: 11–14%, C: 1,0–1,4%).
Pengujian sifat mekanis: Sampel menjalani pengujian benturan (energi benturan suhu rendah -40°C ≥ 120 J) dan pengukuran kekerasan (≤ 230 HBW setelah anil larutan).
Pemeriksaan metalografi: Analisis mikrostruktur mengonfirmasi fase austenitik tunggal (tidak ada karbida jaringan, yang mengurangi ketangguhan).
Kontrol Kualitas Pengecoran
Inspeksi cacat visual: Pemeriksaan visual 100% tidak mendeteksi retakan, rongga susut, atau misrunning. Pengujian partikel magnetik (MT) pada gigi memastikan tidak ada retakan permukaan atau cold shut.
Pemeriksaan kualitas internal: Pengujian ultrasonik (UT) pada pelat besar melarang pori-pori atau inklusi ≥ φ3 mm di area kritis (akar gigi, lubang baut).
Kontrol Akurasi Pemesinan
Inspeksi toleransi dimensi: Kesesuaian profil gigi diperiksa dengan templat. Mesin pengukur koordinat memverifikasi toleransi posisi lubang baut (± 0,2 mm).
Inspeksi toleransi geometris: Level laser memeriksa kerataan permukaan kerja. Kotak persegi memverifikasi tegak lurus antara permukaan pemasangan dan permukaan kerja.
Verifikasi Perakitan
Pemasangan uji: Pelat rahang tetap dipasang ke rangka untuk memeriksa kekencangan (beban awal baut memenuhi spesifikasi) tanpa kelonggaran saat diguncang secara manual.
Uji penghancuran: penghancuran material standar (misalnya granit) dengan beban terukur selama 8 jam memeriksa keausan gigi (≤ 0,5 mm), tidak adanya retak/deformasi, dan deviasi ukuran produk ≤ 5%.
Melalui proses ini, pelat rahang tetap mempertahankan ketahanan aus dalam kondisi benturan tinggi, dengan masa pakai 4–8 bulan (disesuaikan dengan kekerasan material). Pemeriksaan rutin keausan gigi dan pembalikan/penggantian gigi yang tepat waktu memastikan efisiensi penghancuran yang konsisten.
1. Jenis plat gigi
Struktur penampang pelat gigi penghancur rahang memiliki dua jenis: permukaan halus dan permukaan kisi. Permukaan kisi terbagi menjadi permukaan segitiga dan trapesium. Untuk memastikan ukuran dan bentuk produk, pelat gigi berbentuk segitiga atau trapesium biasanya digunakan.

2. Bahan pelat gigi
Pelat gigi yang digunakan pada penghancur rahang yang ada umumnya menggunakan mangan 13ZGMn13, yang ditandai dengan pengerasan permukaan di bawah beban impak. Mangan 13ZGMn13 dapat membentuk permukaan yang keras dan tahan aus, namun tetap mempertahankan logam asli lapisan dalamnya. Karena ketangguhannya, mangan 13ZGMn13 merupakan jenis material tahan aus yang umum digunakan pada penghancur.
3. Rencana modifikasi pelat gigi
Dalam transformasi, bagian kerja crusher terdiri dari pelat gigi tetap dan pelat gigi bergerak. Pelat gigi bergerak terpasang pada rahang bergerak, dan bagian aus utamanya terkonsentrasi di bagian tengah. Dalam transformasi, pelat gigi bergerak tidak dimodifikasi, terutama pelat gigi tetap. Setelah pelat gigi tetap dimodifikasi, karena pelat gigi tetap terhubung dengan rangka, berat pelat gigi tetap meningkat, dan tidak ada efek negatif pada kinerja keseluruhan crusher.
4. Umur plat gigi
Pelat gigi menanggung gaya impak dan tekanan yang besar, sehingga sangat mudah aus. Untuk memperpanjang masa pakainya, ada dua hal yang perlu dipelajari: pertama, menemukan material dengan ketahanan aus yang tinggi; kedua, menentukan desain struktural dan dimensi geometris pelat gigi secara wajar.